 GBP
GBP EUR
EUR NZD
NZD THB
THB USD
USD
Toggle Nav

Cotton Making Process
Background
Cotton is a shrubby plant that is a member of the Mallow family. Its name refers to the cream-coloured fluffy fibres surrounding small cottonseeds called a boll. The small, sticky seeds must be separated from the wool in order to process the cotton for spinning and weaving. De-seeded cotton is cleaned, carded (fibres aligned), spun, and woven into a fabric that is also referred to as cotton. Cotton is easily spun into yarn as the cotton fibres flatten, twist, and naturally interlock for spinning. The cotton fabric alone accounts for fully half of the fibre worn in the world. It is a comfortable choice for warm climates in that it easily absorbs skin moisture. Most of the cotton cultivated in the United States is short-staple cotton that grows in the American South. Cotton is planted annually by using the seeds found within the downy wool. The states that primarily cultivate cotton are located in the "Cotton Belt," which runs east and west and includes parts of California, Alabama, Arkansas, Georgia, Arizona, Louisiana, Mississippi, Missouri, New Mexico, North Carolina, Oklahoma, South Carolina, Tennessee, and Texas, which alone produces nearly five million bales. Together, these states produce approximately 16 million bales a year, second only to China. Business revenue generated by cotton today is approximately $2 billion — one of the greatest revenues of any Australian crop.
The cotton plant is a source for many important products other than fabric. Among the most important is cottonseed, which is pressed for cottonseed oil that is used in commercial products such as salad oils and snack foods, cosmetics, soap, candles, detergents, and paint. The hulls and meal are used for animal feed. Cotton is also a source for cellulose products, fertilizer, fuel, automobile tire cord, pressed paper, and cardboard.
History
Cotton was used for clothing in present-day Peru and Mexico perhaps as long as 5,000 years ago. Also, cotton was grown, spun, and woven in ancient India, China, Egypt, and Pakistan, around 3000 B.C.
Cotton is not native to Western Europe. Around A.D. 800, Arabic traders likely introduced cotton to Spaniards. By the fourteenth century, Mediterranean farmers were cultivating the cotton plant and shipping the fibre to the Netherlands for spinning and weaving. British innovations in the late 1700s include water-powered spinning machinery, a monumental improvement over hand-spinning. An American named Samuel Slater, who worked with British machinery, memorized the plans for a machine spinner and returned to Rhode Island to set up Slater Mill, the first American textile mill to utilize machine spinners. This mill represents the beginning of the U.S. Industrial Revolution, built on the mechanism of the cotton industry.
Two developments spurred the cultivation of American cotton: cotton spinners and the cotton gin. The cotton gin, developed by Eli Whitney in 1793, easily removed tenacious cottonseeds. Southern plantation owners began planting cotton as a result of these innovations, using enslaved labour for harvesting the cotton. Vigorous cotton cultivation in the South using enslaved labour is considered one reason for friction between North and South that led to the Civil War.
Southern cotton was shipped to New England mills in huge quantities. As a result of machine spinning, weaving, and printing, Americans could cheaply purchase calico and it became universally worn. However, labour costs were significant in New England. Mill owners found ways to reduce those costs, first by employing women and immigrants who were often paid poorly, then by employing young children in the factories. After oppressive labour practices were largely halted, many factories moved to the South where labour was cheaper. (Unionizing efforts affected the profits of those mills.) Today, a fair amount of cotton is woven outside the United States where labour is less costly. Polyester, a synthetic, is often used along with cotton but has little chance of supplanting the natural fibre.
Raw Materials
The materials required to take cotton bolls to spun cotton include cottonseeds for planting; pesticides, such as insecticides, fungicides, and herbicides, to battle disease and harmful insects; and fertilizers to enrich the soil.
There are agricultural requirements for growing cotton in the United States. Cotton has a long growing season (it can be as long as seven months) so it is best to plant cotton early—February in Texas but as late as June in northern cotton-growing states such as Missouri. Cotton should not be planted before the sun has warmed the soil. It performs best in well-drained, crumbly soils that can hold moisture. It can be grown between latitudes of 30° north and 30° south. Good cotton crops require a long, sunny growing season with at least 160 frost-free days and high moisture levels resulting from rainfall or irrigation during the growing season. However, too much rain during harvest or strong winds during picking can damage the open bolls and load the fibre with too much water, which can ruin the cotton in storage. Generally, a cotton farmer must farm about 2,000 acres (20,000 hectares) if the operation is to be economically viable. On average, an acre will produce about 1.5 bales of cotton, or about 750 lb (340 kg).
The Production Process
In spring, the acreage is cleared for planting. Mechanical cultivators rip out weeds and grass that may compete with the cotton for soil nutrients, sunlight, and water, and may attract pests that harm cotton. The land is ploughed under and the soil is broken up and formed into rows.
Cottonseed is mechanically planted by machines that plant up to 12 rows at a time. The planter opens a small furrow in each row, drops in seed, covers them, and then packs more dirt on top. Seed may be deposited in either small clumps (referred to as hill-dropped) or singularly (called drilled). The seed is placed 0.75 to 1.25 in (1.9 to 3.2 cm) deep, depending on the climate. The seed must be placed more shallowly in dusty, cool areas of the Cotton Belt, and more deeply in warmer areas.
With good soil moisture and warm temperature at planting, seedlings usually emerge five to seven days after planting, with a full stand of cotton appearing after about 11 days. Occasionally disease sets in, delaying the seedlings' appearance. Also, a soil crust may prevent seedlings from surfacing. Thus, the crust must be carefully broken by machines or irrigation to permit the plants to emerge.
Approximately six weeks after seedlings appear, "squares," or flower buds, begin to form. The buds mature for three weeks and then blossom into creamy yellow flowers, which turn pink, then red, and then fall off just three days after blossoming. After the flower falls away, a tiny ovary is left on the cotton plant. This ovary ripens and enlarges into a green pod called a cotton boll. The boll matures in a period that ranges from 55 to 80 days. During this time, the football-shaped boll grows and moist fibres push the newly formed seeds outward. As the boll ripens, it remains green. Fibres continue to expand under the warm sun, with each fibre growing to its full length—about 2.5 in (6.4 cm)—during three weeks. For nearly six weeks, the fibres get thicker and layers of cellulose build up the cell walls. Ten weeks after flowers first appeared, fibres split the boll apart, and cream-coloured cotton pushes forth. The moist fibres dry in the sun and the fibres collapse and twist together, looking like ribbon. Each boll contains three to five "cells," each having about seven seeds embedded in the fibre. Most steps involved in the production of cotton have been mechanized, including seeding, picking, ginning, and baling. Samples are taken from the bales to determine the quality of the cotton.
Most steps involved in the production of cotton have been mechanized, including seeding, picking, ginning, and baling. Samples are taken from the bales to determine the quality of the cotton.
At this point, the cotton plant is defoliated if it is to be machine harvested. Defoliation (removing the leaves) is often accomplished by spraying the plant with a chemical. It is important that leaves not be harvested with the fibre because they are considered "trash" and must be removed at some point. In addition, removing the leaves minimizes staining the fibre and eliminates a source of excess moisture. Some American crops are naturally defoliated by frost, but at least half of the crops must be defoliated with chemicals. Without defoliation, the cotton must be picked by hand, with labourers clearing out the leaves as they work.
Harvesting is done by machine in the United States, with a single machine replacing 50 hand-pickers. Two mechanical systems are used to harvest cotton. The picker system uses wind and guides to pull the cotton from the plant, often leaving behind the leaves and rest of the plant. The stripper system chops the plant and uses air to separate the trash from the cotton. Most American cotton is harvested using pickers. Pickers must be used after the dew dries in the morning and must conclude when dew begins to form again at the end of the day. Moisture detectors are used to ensure that the moisture content is no higher than 12%, or the cotton may not be harvested and stored successfully. Not all cotton reaches maturity at the same time, and harvesting may occur in waves, with a second and third picking.
Next, most American cotton is stored in "modules," which hold 13-15 bales in water-resistant containers in the fields until they are ready to be ginned.
The cotton module is cleaned, compressed, tagged, and stored at the gin. The cotton is cleaned to separate dirt, seeds, and short lint from the cotton. At the gin, the cotton enters module feeders that fluff up the cotton before cleaning. Some gins use vacuum pipes to send fibres to cleaning equipment where trash is removed. After cleaning, cotton is sent to gin stands where revolving circular saws pull the fibre through wire ribs, thus separating seeds from the fibre. High-capacity gins can process 60, 500-lb (227-kg) bales of cotton per hour.
Cleaned and de-seeded cotton is then I 0 compressed into bales, which permits economical storage and transportation of cotton. The compressed bales are banded and wrapped. The wrapping may be either cotton or polypropylene, which maintains the proper moisture content of the cotton and keeps bales clean during storage and transportation.
Every bale of cotton produced in the United States must be given a gin ticket and a warehouse ticket. The gin ticket identifies the bale until it is woven. The ticket is a bar-coded tag that is torn off during inspection. A sample of each bale is sent to the United States Department of Agriculture (USDA) for evaluation, where it is assessed for colour, leaf content, strength, fineness, reflectance, fibre length, and trash content. The results of the evaluation determine the bale's value. Inspection results are available to potential buyers.
After inspection, bales are stored in a carefully controlled warehouse. The bales remain there until they are sold to a mill for further processing.
Quality Control
Cotton growing is a long, involved process and growers must understand the requirements of the plant and keep a vigilant lookout for potential problems. Pests must be managed in order to yield high-quality crops; however, growers must use chemicals very carefully in order to prevent damage to the environment. Defoliants are often used to maximize yield and control fibre colour. Farmers must carefully monitor moisture levels at harvesting so bales will not be ruined by excess water during storage. Soil tests are imperative, since too much nitrogen in the soil may attract certain pests to the cotton.
Expensive equipment such as cotton planters and harvesters must be carefully maintained. Mechanical planters must be set carefully to deposit seed at the right depth, and gauge wheels and shoes must be corrected to plant rows at the requisite spot. Similarly, improperly adjusted machinery spindles on harvesting machines will leave cotton on the spindle, lowering the quality of the cotton and harvesting efficiency. A well-adjusted picker minimizes the amount of trash taken up, rendering cleaner cotton.
Byproducts/Waste
There is much discussion regarding the number of chemicals used in cotton cultivation. Currently, it is estimated that growers use, on average, 5.3 oz (151 g) of chemicals to produce one pound of processed cotton. Cotton cultivation is responsible for 25% of all chemical pesticides used on American crops. Unfortunately, cotton attracts many pests (most notably the boll weevil) and is prone to a number of rots and spotting, and chemicals are used to keep these under control. There are concerns about wildlife poisoning and poisons that remain in the soil long after cotton is no longer grown (although no heavy metals are used in the chemicals). As a result, some farmers have turned to organic cotton growing. Organic farming utilizes biological control to rid cotton of pests and alters planting patterns in specific ways to reduce fungicide use. While this method of cultivation is possible, an organically grown crop generally yields less usable cotton. This means an organic farmer must purchase, plant, and harvest more acreage to yield enough processed cotton to make the crop lucrative, or reduce costs in other ways to turn a profit. Increasingly, state university extension services are working with cotton farmers to reduce chemical use by employing certain aspects of biological control in order to reduce toxins that remain in the land and flow into water systems
Economics of Cotton in Australia
1. Australian cotton is sold into a highly globalised market, competing against around 100 other cotton-producing nations for its share of the global cotton trade
2. The Australian cotton industry has earned a reputation as a reliable supplier, with fast shipping times to export destinations and reliable delivery
3. Australian cotton is in high demand and can attract a price premium due to its high-quality characteristics, reliability and a proven track record in meeting manufacturer and consumer needs
4. Australian cotton is of consistently high quality, almost zero contamination and offers short shipping times from Australia’s ports to Asian markets
5. Australian cotton is exported through ports in Brisbane, Sydney and Melbourne
6. China, Indonesia, Thailand, Korea, Bangladesh, Vietnam and Pakistan were the main markets for Australian cotton in 2013 (source: ABARES 2014)
7. Australia is the third largest exporter of cotton in the world (behind the US and India)
8. More than 1.25 billion kilograms of cottonseed was produced in Australia in 2013/14 source: ABARES 2014). Australia exports cottonseed to Japan (crushed and cattle feed), Korea (crushed), China (crushed) and the USA (dairy feed) depending on parity price and the value of the Australian dollar. Seed exports were valued at AUD $255 in 2014 (source: Australian Grown Cotton Sustainability Report 2014)
9. Over a five year average between 2009 and 2014, the Australian cotton crop is worth AUD $2 billion annually, underpinning the viability of 152 rural communities
10. Cotton growers sell their cotton to one of a number of independent Australian merchants who then sell it into the world’s markets, aiming to get the best price possible. It’s a very competitive and transparent market
11. The price that a grower receives for each bale of cotton produced is set by the world market which is dependent on a number of factors including the state of the world economy, agricultural politics, fashion trends, synthetic fibre price, weather, natural disasters and cotton’s own supply and demand
12. Cotton prices have ranged from AUD $300 to $600/bale. The all-time high was $758/bale in 1995 while the all-time low was $233/bale in 1986. Prices were also very high in 2011 due to a short term shortage of cotton in exportable locations, reaching an average price of $664/bale. The average price for 2009-2014 has been $396/bale. Between 2011 and 2014, prices have hovered around $440/bale (source: Australian Grown Cotton Sustainability Report 2014)
13. Cotton lint makes up about 42% of the picked cotton by weight and contributes about 85% of the total income from a cotton crop. The other 15% of income is from cottonseed.
14. There is a forward market for cotton in Australia where growers can sell their cotton at a fixed price, up to three years ahead (source: Australian Cotton Shippers Association, Cotton Conference Presentation 2012)
15. Australian cotton growers have an excellent reputation for good business practice in the world market due to contract sanctity and reliable counterparties and strict adherence to the International Cotton Association (ICA) rules
16. Australian cotton growers are market savvy, understand the components that make up the price of their cotton, monitor price movements and take action at price levels that suit their businesses (source: Australian Cotton Shippers Association, Cotton Conference Presentation 2012)
17. The manufacture of cotton cloth is a complex process, involving many highly skilled workers, each performing a particularly critical step in the overall process. The many complex steps can be divided into three general categories - Preparation, Spinning, and Weaving. In addition to this, there is the process of preparing the design that will be applied to the woven cloth. Cotton cloth manufacturing was indeed a "high-tech" venture in the 1880s
Preparation
1. Bales of cotton of various grades are moved from the WAREHOUSE to the BALE OPENING room.
2. Selected bales are opened and placed in position beside the BREAKING and OPENING machine. This is actually a line of machines, working as a unit, that tear apart and partially clean matted, compressed, and baled cotton. The result is a small loose bunches of cotton.
3. The cotton is then placed into the BLENDING MACHINE. This is a group of devices that are synchronized to proportion definite amounts of various grades of cotton which are to be blended together.
4. At this time, matted cotton and waste yarn salvaged from operations in the mill are placed into the WASTE MACHINE. This machine beats pulls apart and fluffs up waste cotton to prepare it for re-use.
5. Cotton from both the BLENDING MACHINE and the WASTE MACHINE is fed into the BREAKER PICKER. In this unit, the raw cotton is partially cleaned by beating and fluffing and then fed into the FINISHER PICKER.
6. The FINISHER PICKER receives partially cleaned cotton in the form of LAP from the BREAKER PICKER and completes the cleaning and fluffing process. LAP is a general term used to designate wide sheets of loosely matted cotton.
7. The cotton is next processed by a CARDING MACHINE, where dirt and short fibres are removed, other fibres are laid parallel and formed into a rope-like strand called a SLIVER. The SLIVER is deposited in large cylindrical containers called CANS.
8. Subsequent processing depends on whether better grade (combed) yarn or lower grade (carded) yarn is desired. For the lower grade, processing continues at the DRAWING FRAME (see step 12 below)
9. For better grade yarn, the SLIVER is first processed by the SLIVER LAPPING MACHINE, which draws and combines several strands of SLIVER into a sheet of LAP and winds it on a spool ready for RIBBON LAPPING or COMBING.
10. The LAP is processed by a RIBBON LAPPING MACHINE which draws and combines several rolls of LAP into one roll of RIBBON LAP, straightening the fibres slightly and making the lap more uniform in weight and texture, ready for feeding to a COMBING MACHINE. RIBBON LAP is a roll of closely matted cotton fibres, about 10 inches wide.
11. COMBING is the process of extracting fibres below a predetermined length and removing any remaining dirt. The output of the COMBING MACHINE is deposited in CANS.
12. The cotton is next processed by the DRAWING FRAME. It is a machine in which several strands of SLIVER are combined into one strand and DRAWN OUT so that the combined strands approximate the weight and size of any one of the original strands. The term DRAWN OUT means to stretch a strand of cotton, usually by running the strand between several pairs of rollers, each pair turning faster than the pair before it.
13. The SLUBBING MACHINE then draws out strands of SLIVER and twists them together loosely in order to give the strands (now called ROVING) sufficient strength to withstand subsequent operations.
14. The ROVING is processed by the FLY FRAME. This machine progressively combines two strands of partially processed ROVING into one, draws out the combined strands until they are of prescribed weight, and twists them loosely in order to give them sufficient strength to withstand subsequent operations.
Spinning
1. The cotton is now ready for SPINNING. Spinning is the process of making YARN from cotton fibres by drawing out and twisting the fibres into a thin strand. That is, one or more strands of slightly twisted ROVING are used to produce one strand of spun YARN. The yarn is wound on bobbins.
2. The next step is to produce either WARP or FILLING. WARP is the set of yarn strands which run lengthwise in a piece of cloth. FILLING, also called WOOF and WELT, is the yarn which is interlaced through the WARP to produce cloth.
Making FILLING:
a. FILLING may be single-ply or multiple-ply. For multiple-ply, steps (a) and (b) for making WARP below are completed before the yarn is conditioned. For single-ply, the yarn is immediately conditioned after spinning. Conditioning is the act of exposing bobbins of FILLING YARN to steam or to a spray of conditioning solution in order to set the twist, to remove kinks from the yarn, and to prevent its kinking in subsequent processes.
Making WARP:
a. The DOUBLING MACHINE winds two or more strands of yarn onto one PACKAGE without twisting them. PACKAGE is simply a general term for any wound arrangement of YARN.
b. The yarn is then TWISTED. The TWISTING MACHINE twists two or more strands of spun yarn into a heavier, stronger, single strand. This process may be repeated until the desired number of plys is produced.
c. The WINDING MACHINE winds yarn from several bobbins in a continuous length onto a spool. The output is CHEESES or CONES of yarn to be used for WARP. The term CHEESE refers to a roll of yarn built up on a paper or wooden tube in a form that resembles a bulk cheese. A CONE is a tapered cylinder of wood, metal, or cardboard around which yarn is wound.
d. The WARP may, or may not, be dyed. If not, then it is next processed by the WARPING MACHINE. This machine takes about 500 strands of yarn and winds them side by side onto one large spool called a SECTION BEAM. The SECTION BEAM is about three feet in diameter. Processing continues at step 6 below.
e. If the WARP is to be dyed, it is processed by the BALL WARPING MACHINE. This machine takes about 500 strands of yarn and gathers them together into a large, loose, rope-like strand, and winds it on a wooden core preparatory to dyeing. The yarn is then dyed in a different location, producing rolls of dyed WARP YARN.
f. The dyed yarn is processed by the BEAMER MACHINE which separates the individual strands of dyed yarn and winds them onto one large spool (BEAM). The result is the same as step 3 above.
g. The SLASHING MACHINE takes the yarns from several SECTION BEAMS and winds them side by side onto one wider spool called a LOOM BEAM.

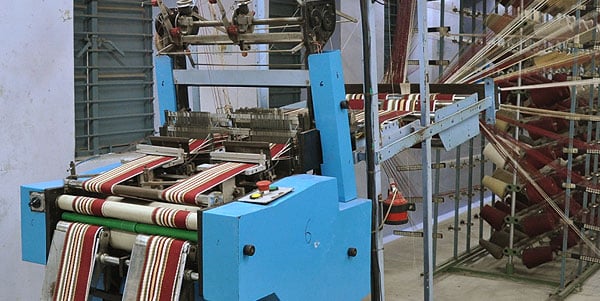
Weaving
1. WEAVING is the interlacing of WARP and FILLING YARN to form a cloth.
1. The inputs to the weaving process, performed on a LOOM, are (1) the WARP YARN from the LOOM BEAM (2) the FILL YARN from a bobbin, and (3) the mechanism that controls the design to be applied to the cloth (see Designing below).
2. If there is no LOOM BEAM currently in the LOOM, the new BEAM must be DRAWN-IN. DRAWING IN is the process of threading the WARP filaments from the LOOM BEAM into the LOOM in the order indicated by the design to be applied to the cloth (see Designing below). If the current LOOM BEAM has been exhausted, the yarn ends from the new BEAM are twisted or knotted to the ends of the exhausted BEAM.
3. As the LOOM runs, the longitudinal strands of WARP YARN are positioned so that every other strand is raised. A pointed block of wood called a SHUTTLE pulls the FILLING YARN through the strands. The position of the WARP YARN strands are then reversed and the SHUTTLE pulls the FILLING YARN in the reverse direction. This process then repeats. Note that this description is for a simple weave.
4. As bobbins are emptied, any remaining yarn is removed from them and returned to the waste machine for salvage. The clean bobbins are then returned to the spinning operations.
5. Cloth produced by the loom is wound on a large roll and sent to the STITCHING MACHINE, where lengths of cloth are stitched together.
6. The SHEARING MACHINE cuts away knots and loose yarn ends from the surface of the cloth to give it a smooth surface.
7. Finally, the cloth is inspected, graded for quality, and delivered to shipping.

Designing
1. Designing is the process of deciding on the pattern that is to be woven into a cloth and also the basic weave (plain, twill, or satin). The design is drawn on cross-section paper and called a DESIGN DRAFT.
2. There are two primary types of LOOMS - the DOBBY LOOM and the JACQUARD LOOM. The former is adequate for simple weaves, while the latter is required for more complex weaves. The main difference in the two LOOMs lies in how the individual WARP YARN threads are controlled, as explained below.
DOBBY LOOM
a. The HEDDLE is a fiber or metal strand, pierced with a hole (eye), through which a WARP YARN strand is threaded.
b. The HARNESS is an assemblage of HEDDLES attached to a HARNESS FRAME. A separate HARNESS is used for each group of WARP YARN strands that must be moved independently to weave a desired pattern.
c. Each HARNESS FRAME is fastened to a mechanism that raises and lowers it in proper sequence to form the SHEDS through which the SHUTTLE carries the FILLING YARN to produce cloth of a specified pattern. The SHED is the opening made across the WARP by the raising of some threads and the depressing of others. It is through this opening that the SHUTTLE passes and lays the cross of FILLING YARN of a fabric.
d. A two-harness LOOM (one with two sets of HEDDLES) can produce plain weaves. Three or more HARNESSES are required to produce twill fabrics. Other types of fabrics may require a minimum of five HARNESSES.
e. The cloth designer converts the DESIGN DRAFT into a PATTERN CHAIN, an arrangement of wooden crossbars and metal pegs which is used to control the WEAVING of cloth designs and patterns on the DOBBY LOOM. The metal pegs, about an inch long, determine which HARNESSES are raised and when.
JACQUARD LOOM
a. Each strand of WARP YARN can be individually controlled. The HEDDLE HARNESS of the DOBBY LOOM is replaced by a series of upright wires with hooks at their upper ends. The hooks are attached to a controlling head high above the loom. The Jacquard head is controlled by a punch card system.
b. The cloth designer converts the DESIGN DRAFT into punched cards. The presence or absence of holes in each card determines whether each WARP YARN strand is raised or lowered. The cards are fed through the Jacquard head at the rate of one card for each pass of the SHUTTLE.
c. Since the cards are small, and each one can control only a few WARP YARN strands, a number of cards are laced together to control the full width of the LOO

Products Manufactured by Frank and Beans
Available in our Underwear range is a variety of products that we directly manufacture. Frank and Beans Men's range includes Boxer Shorts, Boxer Briefs, Briefs and Satin Boxer Shorts. Our exclusive Women's range that we manufacture include G Strings, Full Briefs, Bikini Briefs and Boylegs. We also manufacture another brand called XY Edition which has many styles for Men, Women and Kids.
The information below is required for social login
Sign In
Create New Account
You accept the Terms and Conditions of Frank & Beans by clicking the "CREATE AN ACCOUNT" button. Your personal information will be handled by Frank & Beans in accordance with its Privacy Policy.